MRP 和 APS,70% 的工厂都搞混了
当前位置:点晴教程→知识管理交流
→『 企业管理交流 』
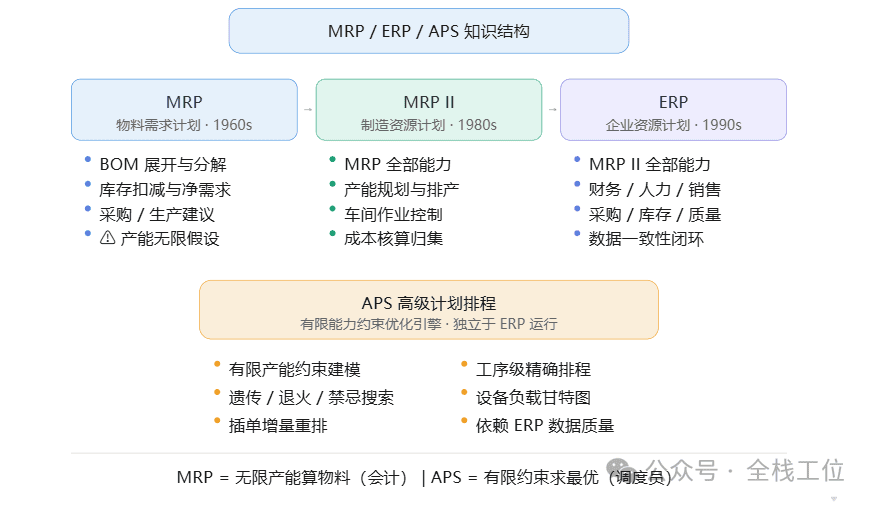
十年前我刚进工厂那会儿,车间主任跟我说了一句话,我记到现在:"ERP上了三年,MRP跑得也挺准,为什么排产还是天天打架?" 我当时回答不上来。后来才搞明白,他把 MRP 和排产当成一回事了。而这个误解,十个工厂里至少有7家都有。 先说 MRP。 MRP 全称 Material Requirements Planning,物料需求计划,1960 年代 IBM 那帮人搞出来的。它的逻辑其实就三步:打开 BOM → 看看库里有多少 → 算出差额告诉你该买什么、该造什么。核心能力就一个:根据订单倒推物料缺口。 但 MRP 有个致命的假设:产能无限。它默认机器永远不坏、模具永远够用、人永远在岗。所以它算出来的"生产建议",是物料视角的建议,不是车间执行视角的方案。 然后有了 MRP II。 MRP II 的全称是 Manufacturing Resource Planning,制造资源计划。它在 MRP 的基础上把产能规划、车间控制、成本核算加了进来。你把它理解成 MRP 加了一层车间管理的外壳就行。但它的排产逻辑本质上还是"无限产能倒推",瓶颈在哪里它不知道。 到 1990 年代,MRP II 继续膨胀,财务、人力、销售、采购、质量、设备全塞进来,变成了 ERP——Enterprise Resource Planning,企业资源计划。 ERP 的核心发动机还是 MRP。ERP 的价值不在于"排产排得准",而在于"数据跑得通"——销售下单、MRP 算出缺料、采购下单、入库、生产领料、报工、成本归集,一条链路闭环。ERP 解决的是数据一致性问题,不是排产优化问题。 这就引出了 APS。 APS 全称 Advanced Planning and Scheduling,高级计划排程。它是独立于 ERP 存在的优化引擎,干的活和 MRP 刚好互补:MRP 告诉你需要什么,APS 告诉你该怎么干。 APS 的核心是把所有约束条件——设备产能、模具寿命、人员技能、物料齐套时间、换线时间、交期优先级——全扔进一个约束模型里,用遗传算法、模拟退火、禁忌搜索这些数学工具去求解"最优排产方案"。算出来的结果是工序级的:哪个工单在哪台设备上、几点开始、几点结束、用哪个模具。 然后这个结果回写到 ERP,ERP 照着执行。 打个比方: ERP 是会计,负责算账、记账、出报表,告诉你缺了多少钱、缺了多少料。 APS 是调度员,每天站在车间中间看着黑板,琢磨今天哪条线先开、哪个单子插进来、张三今天请假这条线怎么调。 这两个角色不能互相替代。用 ERP 的 MRP 替代 APS 去排产,就相当于让会计去指挥叉车——逻辑没毛病,落地全翻车。 中小企业为什么容易掉这个坑?因为 MRP 模块是ERP自带的,不要钱。单独买一套 APS 少说十几万,还得有人维护建模。老板一算账:"MRP 不是也能出生产计划吗?"——于是排产继续靠 Excel,Excel 继续靠老师傅的经验。 但实际上,MRP 和 APS 的分工非常清晰:
还有一个值得注意的地方:APS 跑得准不准,取决于 ERP 的基础数据干不干净。BOM 不准、工艺路线缺失、工时是拍脑袋填的,APS 建模再好也白搭。所以上 APS 之前先把 ERP 基础数据过一遍,这是经验。 最后说点实在的。 MRP → MRP II → ERP 是一条进化线,MRP 始终是 ERP 的发动机。APS 不是这条线上的升级产物,它是另一条技术路线——从运筹学和工业工程那边长出来的,只是恰好和 ERP 需要对接。 所以如果你的工厂上了 ERP 但排产还是一团乱,别怀疑 ERP,也别怀疑 MRP,它们本来就不是干这个的。你缺的是一个 APS。
阅读原文:点击这里 该文章在 2026/7/18 1:04:27 编辑过 |
关键字查询
相关文章
正在查询... 



|


 400 186 1886
400 186 1886